



你知道吗?高倍率锂电池的极耳设计原则
你知道吗?高倍率锂电池的极耳设计原则。锂离子电池作为一种新的二次清洁可再生能源,其优点有工作电压高,质量轻,能量密度大等等,在智能手机、数码相机、平板、笔记本电脑各类数码产品以及各类智能电动工具、新能源汽车行业等都有着广泛的应用,涉及面非常广。
当前锂离子电池体系的发展主要分为两种方向,一种是以高镍三元配硅碳为代表的高比能方向;另一种则是以快充为代表的高倍率方向。
为了实现高的质量比能量目标,主要的方法包括:
一、选择高容量材料体系,正极采用高镍三元,负极采用硅碳;
二、设计高压电解液,提高充电截止电压;
三、优化正负极浆料的配方,增加活性物质在电极中占比;
四、采用更薄的铜箔、铝箔,减少集流体的所占的比例;
五、提高正负极的涂布量,增加活性物质在电极中占比;
六、控制电解液的数量,减少电解液的数量提高锂离子电池比能量;
七、优化电池的结构,降低极耳、封装材料等在电池中所占的比例。
而高功率方面,根据多孔电极的电化学理论模型,为了减轻锂离子电池在高倍率放电下的极化,可采取以下几种措施:
一、降低极片厚度,以改善液相的Li+浓度分布;
二、增大电解液的电导率,以提高Li+在液相的扩散速率;
三、增大正极、负极、隔膜的孔隙率,以提高固相、液相的电导率;
四、提高正极、负极材料的电导率或增加导电剂,以降低电荷在颗粒间的传导电阻;
五、提高正极、负极材料的固相扩散系数,以提高固相的Li+扩散速率;
六、选择合适的电解液添加剂,避免过高的固体电解质相界面( SEI) 膜阻抗。
七、极耳位置的设计优化,合适的极耳位置能降低电池的欧姆内阻,并降低电池大倍率放电时的温升。
因此,极 耳的设计也是很关键的一个方面。锂离子电池电芯结构中,极耳就是从电芯中将正负极引出来的金属导电体,完整的极耳主要由绝缘密封胶与金属导电基体组成。胶片是极 耳上绝缘的部分,它的作用是电池封装时防止金属带与铝塑膜之间发生短路,并且封装时通过加热与铝塑膜热熔密封粘合在一起防止漏液,极耳导体分为三种材料,电池的正极使用铝(Al)材料,负极使用镍(Ni)材料,负极也有铜镀镍(Ni—Cu)材料。
常规的锂离子电池负极耳采用镍极耳,其电导率较差,正极耳采用铝极耳。在高倍率放电时,由于负极耳的电导率较低,导致电池表面温度过高,从而影响电池的高倍率放电性能。而镀镍铜负极耳具有优良的导电性能,其电导率接近纯铜的电导率。极耳是电池与外界能量传递的载体,所以电池大倍率放电时,提高极耳的电导率能够在放电初期有效改善电池的倍率放电性能。
另外,极耳材质、尺寸大小及极耳引出方式对锂离子电池的倍率放电性能和倍率循环性能的影响。一般而言,通电电流大小与导线的截面成正比关系,即导线截面积越大允许通过的电流也就越大。极耳尺寸的选择不仅由电池的型号决定,而且也取决于电池的最大放电电流。
一、高倍率锂电池极耳尺寸规格选择原则
1.将极耳视作输出导线,依据电力工程上导线载流量计算。
根据电力工程手册资料中电线电缆的横截面积与载流量的关系,得到铜和铝导体截面与载流量关系见表1。

表1 铜和铝金属导体截面与载流量关系
根据表1所示,假定用于EV 汽车的10Ah电池需要满足3C(30A)放电条件,需要使用横截面积4mm2的铝极耳和2.5mm2的镀镍铜极耳。
假定用于HEV的5Ah电池需要满足30C(150A)放电条件,需要使用横截面积34mm2的铝极耳和25mm2的铜极耳。
2.根据焦耳定律产生的热量计算极耳尺寸规格。
电池在大倍率放电时,极耳发热严重。当极耳温度上升到60℃时,对于铝塑膜封装的软包装电池,可能造成密封不良。铝的电阻率为2.65×10-8Ω·m,镍的电阻率为6.99×10-8 Ω·m。电池在20℃环境中正常放电时,电流通过正、负极极耳产生热量,随着热量的累积,极耳温度逐渐上升。
根据焦耳定律,公示(1):
Q=I2Rt=mCΔT, R=ρL/S,m=ω*LS(1)
计算极耳横截面积S为公式(2):
S2=I2ρt/(C*ω*ΔT) (2)
Q为时间t 内极耳产生的热量;R为极耳电阻;ΔT为极耳温度;I为通过极耳的电流;ρ 为极耳电阻率;L 为极耳的长度;S 为极耳的横截面积;ω为极耳密度。
极耳的尺寸是影响产生热量的主要因素,通过计算可以得到了极耳温度从20℃上升到60℃时,负极极耳允许通过的电流(一定的时间内,比如1200s,或120s)。一般受到铝塑膜封装密封性要求,极耳厚度不能太厚,一般为0.1-0.2mm,为了满足电流要求,不同规格的镀镍铜负极极耳允许通过的电流见表2。
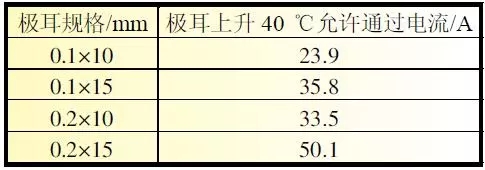
表2 不同规格的极耳允许通过的电流
依据电池使用要求,根据需求的电流大小,选择合适的极耳。
二、卷绕式电池极耳数量和引出位置设计
在高倍率放电条件下,不同的电池结构,极耳的设计方法也不同。卷绕结构的锂离子电池可在电极极片上多焊接几个极耳,这样在高倍率放电初期,电池内部就会有多个区域内阻较小,电流密度较大,反应速度较快,从而缓解单极耳情况下的剧烈反应。但是,采用多极耳会降低电池的额定容量,而且极耳数量增加的话,会增加铝塑膜的热封难度,铝塑膜与极耳之间容易出现预封不良现象,从而导致电池产生短路、胀气和漏液的隐患。
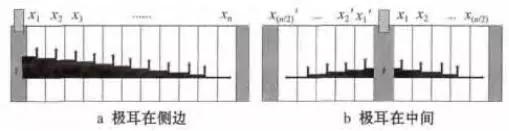
图1 极耳位置对电流分布的影响
极耳在一侧时,电流在集流体上的分布见图1a。离极耳最远端的xn处流出的电流,需要经过前面的x1- xn段,x3段流出的电量需要经过x1-x2-x3段……,外部放电电流为I,每一段的反应电流为Ia,则流经x1段集流体的电流为n·Ia,流经x2段集流体的电流为(n-1)·Ia,流经x3段集流体的电流为(n- 2)·Ia,流经xn段的集流体的电流为Ia。
对集流体的每一段,计算电流经过集流体的欧姆热量
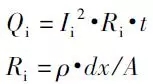
式中:ρ为集流体的电阻率,dx为每一段的长度,A为集流体的横截面积。可由下式计算在集流体上的总热量Q,计算在集流体上的热等效内阻R.
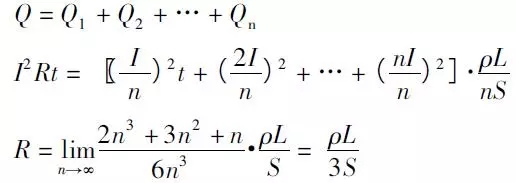
极耳在极片中间时,电流在集流体上的分布见图1b。同样,利用热量积分计算集流体等效热内阻。
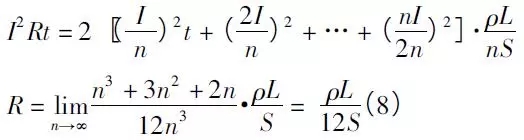
对比极耳两种位置可知,极耳位于中间时,集流体的内阻仅为在一侧时的1 /4,在电极宽度一定时,集流体内阻与长度成正比。
传统的极耳结构多采用等间距间隙涂布极片,即极耳等间距分布在极片(集流体)一侧,采用间歇涂布机留出等间距的极耳位,这种设计简单、易操作,但在后续卷绕制作工序,随着卷芯直径的增大,极耳在卷芯端部呈现越来越密集的分布度。
对于卷绕电池,有一种全极耳极片设计,从极耳角度提高了电池功率特性,在大倍率下电流密度分布均匀,具体的极片设计如图2所示。正极极片在涂敷正极材料(30)时一侧边缘不涂布的侧面(15)和负极极片涂覆负极材料(40)时留白的一侧面(14)都作为极耳分别焊接在正负极导流体上,正负极极片之间通过隔膜(170)隔离开,这样电流流经的距离短,可以实现高功率密度,极片发热量也小。
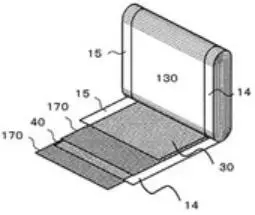
图2 全极耳卷绕方形电池
三、叠片式电池极耳数量和引出位置设计
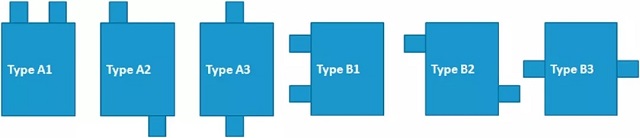
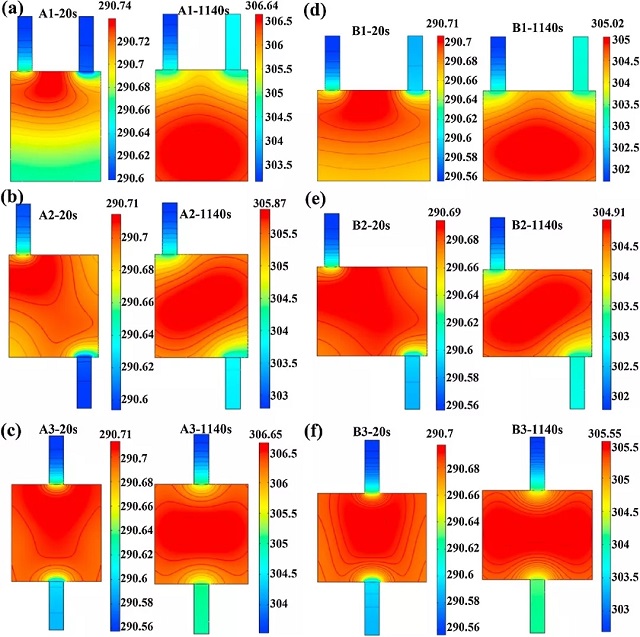
叠片方式相当于几十片小电池并联,极大地降低了电池的欧姆内阻,其倍率性能远远好于卷绕方式。对于叠片结构锂离子电池,在电池极耳设计时,一般采用正负极耳同侧的设计方法,然而对于长宽比例大的电池型号,如果采用同侧出极耳的方式,极耳的宽度尺寸将会受到很大的限制,从而不能满足电池最大放电电流的要求,此时极耳的引出方式,可采用正、负极耳反向引出,达到大电流放电时,电流分布均匀的目的,如图3所示6种极耳引出方式的锂离子电池在2C倍率下放电时20s和1140 s对应的温度分布情况如图4所示,两侧出极耳,温度分布更加均匀,两侧斜对角引出极耳,最高温度也更低。
本文链接:https://www.nxebattery.com{dede:field.arcurl/}
诺信新闻,诺信公司新闻,锂电池行业新闻,展会新闻
上一篇:聚合物锂电池能不能邮寄呢?



