



如何提高聚合物锂电池正极极片的压实密度
锂电池厂家在生产聚合物锂电池的过程中,合理的控制正极极片压实密度,对电池性能有较大的影响。一般来说压实密度与极片比容量,效率,内阻,以及电池循环性能有着密切的关系;因此,找出最佳压实密度对电池设计非常重要。在材料允许的压实范围内,极片压实密度越大,电池的容量就能做的越高,所以压实密度也被看做材料能量密度的参考指标之一。但是一味的追求高压实,不但替身不了电池的比容量,还会严重降低电池比容量和循环性能。
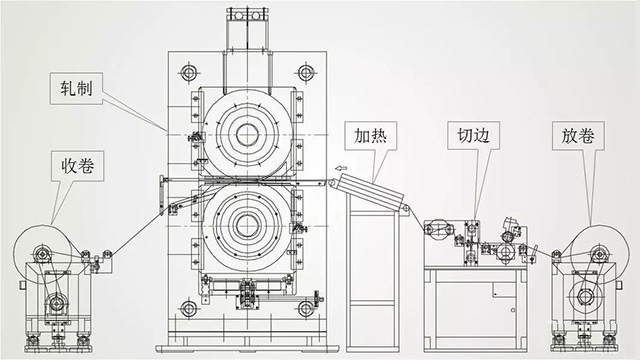
图1 极片轧制生产线示意图
聚合物锂电池正极极片压实密度越大,材料颗粒之间的挤压程度也会越大,极片的孔隙度就会越小,极片的吸收电解液的性能就会越差,电解液越难以浸润,那么直接的后果就的材料的比容量发挥较低,电池的保液能力较差,电池循环过程中极化就大,衰减就会较大,内阻增加也尤为明显。因此合适的正极压实密度可以增大电池的放电容量,减小内阻,减小极化损失,延长电池的循环寿命,提高锂离子电池的利用率。在压实密度过大或过小时,不利于锂离子的嵌入嵌出。那么影响正极极片压实密度的压实密度有哪些呢?
影响聚合物锂电池正极极片压实密度的因素:
1.材料真密度
2.材料形貌
3.材料粒度分布
4.极片工艺。
1.材料真密度
目前几种锂电池厂家的正极材料的真密度和目前所能达到的压实密度见表(表中所选三元材料为NCM111),可以看出,几种材料的真密度:钴酸锂>三元材料>锰酸锂>磷酸铁锂,这和压实密度的规律一致。需要指出的是,不同组分三元材料的真密度随组分的变化而变化。

几种商业正极材料的真密度和压实密度范围
2.材料形貌
三元材料和钴酸锂的真密度差别并不大,从上表可以看出,NCM111和钴酸锂的真密度只差0.3g·cm-3,压实密度却比钴酸锂低0.5g·cm-3,甚至更高,导致这个结果的原因很多,但最主要的原因是钴酸锂和三元材料的形貌差别。
目前商业化的钴酸锂是一次颗粒,单晶很大,三元材料则为细小单晶的二次团聚体,如图所示。从图中可看出,几百nm的一次颗粒团聚成的三元材料二次球,本身就有很多空隙;而制备成极片后,球和球之间也会有大量的空隙。以上原因使三元材料的压实密度进一步降低。
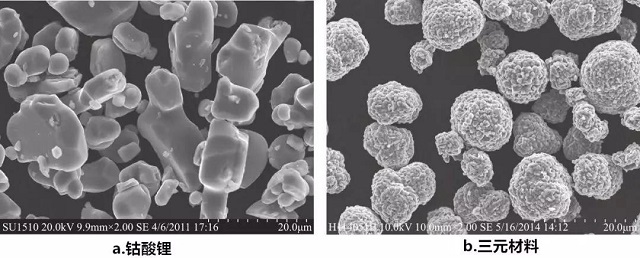
钴酸锂和三元材料SEM图
3.材料粒度分布
等径球在堆积时,球体和球体之间会有大量的空隙,若没有合适的小粒径球来填补这些空隙,堆积密度就会很低。所以合适的粒度分布能提高材料的压实密度,而不合理的粒度分布则造成压实密度显著降低。
4.极片工艺
极片的面密度,黏结剂和导电剂的用量都会影响压实密度。常见导电剂和黏结剂的真密度见如表。从表中可以看出,

常见导电剂和黏结剂的真密度
材料的真密度对压实密度的影响是无法改变的,但从压实密度和真密度的对比中可以看出,三元材料的压实密度还有很大的提升空间。
如何提高聚合物锂电池正极极片压实密度
目前提高压实密度的方法主要从材料形貌、材料粒度分布、极片工艺三方面入手。例如将三元材料的形貌制备成和钴酸锂类似的大单晶;优化三元材料粒度分布;极片制作时使用导电性好的导电剂以降低导电剂用量,调浆过程高速分散,使导电剂和黏结剂均匀分散等等。
下面是从优化三元材料形貌和粒度方面来提升三元材料压实密度的实例。
优化形貌
常见几种三元材料的形貌及其极片(辊压后)的SEM图如图所示。其中(a)、(c)、(e)为三种不同形貌的三元材料的SEM图,放大倍数相同。(b)、(d)、(f)分别为(a)、(c)、(e)的辊压后极片低倍SEM图。
(a)所示是最常见的三元材料形貌,即小单晶的二次团聚体,其辊压后的极片SEM图如(b)所示,二次颗粒之间有较大空隙,且部分二次颗粒已经被压碎,部分没有接触到黏结剂的小单晶已经脱落;(c)的形貌为一次单晶三元材料,但比(a)的单晶稍大一些,从其对应极片(d)可以看出,单晶颗粒之间有少量空隙,因为不存在二次颗粒破碎的问题,所以只要黏结剂分散均匀,便不存在单晶从极片脱落的问题;(e)虽然也是二次团聚体,但是单晶很大,单晶和单晶之间接触并不是很紧密,从其对应极片(f)可以看出,颗粒和颗粒之间的空隙很少,如果使用高速混合机来制备浆料,效果会更好。
图中(a)、(c)、(e)三种形貌的材料对应的压实密度结果对应(g)中的a、c、e。从图中可以看出,(a)形貌的材料压实密度最低,但和(c)的压实密度相差不多,(e)的压实密度比(a)和(c)的高很多,已经达到3.9g·cm-3。
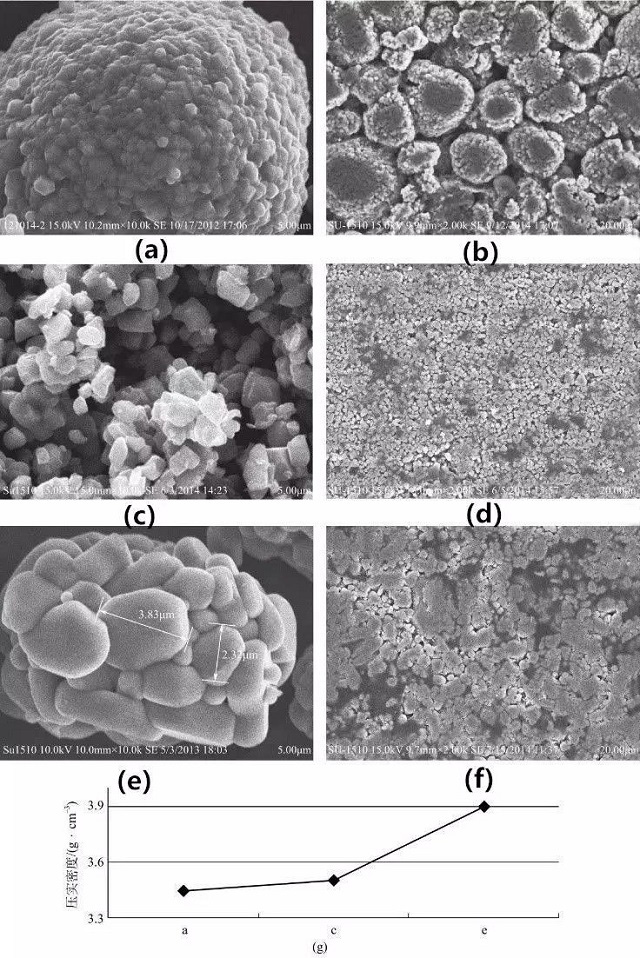
不同形貌三元材料及其极片SEM图、压实密度对比
优化粒度分布
D50接近的材料,若D10、D90、Dmin、Dmax有差别,也会造成压实密度不同。粒度分布太窄或粒度分布太宽都会使材料压实密度降低。对于粒度分布的影响,有的电池厂家会对正极材料生产商提出要求,而有的电池厂家则通过混合不同粒度分布的产品来达到提高压实密度的目的,如图所示。
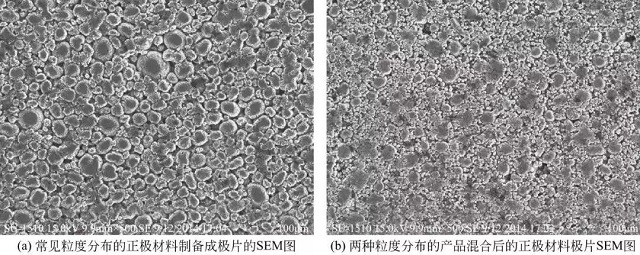
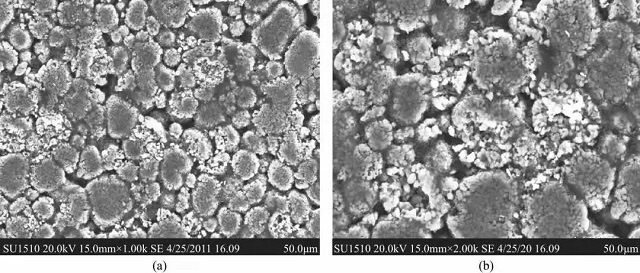
不同粒度分布的正极材料极片SEM图
过压
造成三元材料极片过压的原因有两种,一种是电池厂家为了追求电池的高能量密度导致极片过压,例·如将压实密度只有3.6g·cm–3左右的三元材料压至3.7g·cm–3甚至更高;另一种是材料厂家制程控制不严格,使不同批次三元材料的压实密度不一致,电池厂家未分析材料的具体情况,按照常规工艺参数制备极片时将极片过压。
过压后极片的SEM图
极片过压会造成聚合物锂电池容量降低,循环恶化,内阻增加等问题。首先,极片过压会使球形三元材料大面积破碎,新产生的表面有很多脱离了二次球的一次小颗粒,它们要么因为没有接触到PVDF而从极片上掉落,要么因为没有接触到导电剂而使极片导电性能局部恶化。新表面的产生也使比表面增大,与电解液的接触面增大,副反应增加,从而造成电池性能降低,如电池气胀、循环衰减等。过压还会造成铝箔变形,极片脆片,容易折断,电池内阻增加。
另外,过压的极片中,材料颗粒之间的挤压程度过大,造成极片孔隙率低,极片吸收电解液的量也会降低,电解液难以渗透到极片内部,直接的后果就是材料的比容量发挥变差。保液能力差的电池,循环过程中极化很大,衰减很快,内阻增加明显。
极片是否过压可以通过观察极片是否脆片、做电镜查看材料是否被破碎、估算极片孔隙率等方法来判断。其中极片孔隙率是判断极片吸液量、吸液速率的一项重要指标,对电池性能产生直接影响。
极片孔隙率是指极片辊压后内部孔隙的体积占辊压后极片总体积的百分率。极片孔隙率过低会降低电解液量对极片浸润速率,影响电池性能发挥,过高会降低电池能量密度,浪费有效空间。不能为了追求能量密度而过度提高压实密度。孔隙率的测试可以采用压汞法、氮吸附、吸液法、估算法等,压汞法为常用方法。吸液法具体操作步骤如下:裁取适量极片,并计量所述极片的质量m;计量所述极片的体积V;将所述极片放置到容器中,所述容器内设置有电解液或其他溶剂(溶剂密度为ρ),将所述极片完全浸泡,并浸泡一定时间;取出所述极片,放置于滤纸上,吸拭至恒重,计量所述极片的质量m1;根据公式ε=(m1–m)/ρV×100%,计算极片的孔隙率ε。估算法较为简单,根据材料的真密度与极片压实密度的差值可以估算极片的孔隙率。极片孔隙率计算方程式如下:
极片孔隙率(%)=(混合物真密度–极片压实密度)/混合物真密度×100%
下表给出了三元材料和钴酸锂在不同压实密度下的孔隙率,数据由上式计算得出。下表的计算基础为:三元极片中包含95%的三元材料,3%导电剂,2%黏结剂(均为质量分数),三元材料的真密度为4.8g·cm–3,导电剂的密度为1.9g·cm–3左右,黏结剂的密度为1.78g·cm–3,那么混合物的真密度约为4.65g·cm–3。钴酸锂极片中包含95%的钴酸锂,3%导电剂,2%黏结剂,LiCoO2的真密度为5.1g·cm–3,导电剂的密度为1.9g·cm–3左右,黏结剂的密度为1.78g·cm–3,那么混合物的真密度约为4.94g·cm–3。

三元材料和钴酸锂在不同压实密度下的孔隙率典型值
本文链接:https://www.nxebattery.com{dede:field.arcurl/}
诺信新闻,诺信公司新闻,锂电池行业新闻,展会新闻



