



锂电池厂家深度总结:锂电池生产对工艺环境参数的要求
锂电池厂家深度总结:锂电池生产对工艺环境参数的要求。锂电池在生产过程中,有很多东西是必须严格控制的,主要有三:一是粉尘,二是金属颗粒,三是水分。接下来就带领大家分别说说这三种控制要点。

锂电池生产粉尘控制
之所以粉尘控制放在首位,这是由电池所使用的材料和其安全需求决定的。锂离子电池为了追求更高的能量密度和功率,在设计的时候,一般都会把所使用的隔膜纸的厚度降到尽量低的程度,在我们的电池中,所使用的隔膜的厚度为20μm,相当于头发直径的1/3的厚度,一根头发就可以刺穿隔膜纸好几层了(这也是为什么生产人员戴帽子把头发裹起来的原因),其厚度是相当薄的,如果粉尘的直径接近隔膜纸的厚度,那么,就容易导致电池的短路,在某些情况下,甚至导致电池起火爆炸。
安全,是这个世界上最重要的事情,离开安全而谈其他,都是空话。也许,我们已经了解过去的新闻,有很多电池在使用的过程中起火爆炸,甚至致人于死地。
电池起火爆炸的原因多种多样,普遍的还是粉尘和金属颗粒所引起的爆炸。它们都有一个共同的失效原因,那就是粉尘或者金属颗粒所导致的内部短路,进而引起电池的激烈内部放电和能量积累,进而到导致电池爆炸起火。爆炸起火所导致的经济损失是无法估量的,比如2006年的Sony,因为其笔记本电脑电池着火并导致汽车着火,进行全面召回,股票和利润大幅下跌,下降30%。
是的,对于锂电池而言,贯穿于整个制造的过程中,必须高度重视的就是安全性,谁都不能跨越这个坎。如果,那一排排的装在汽车座椅下面的电池它不安全,是不是一排排的雷管?是不是一排排的炸弹?当然,锂电池厂家们还不至于造炸弹,但如果不去控制的话,终究会被自己造出来的产品所伤害。锂电池厂家需要做好一件事,这些危言耸听的故事才会远远地离开我们。
控制粉尘。像洁癖一样控制粉尘,像对付敌人一样冷酷地对待粉尘,让其在电池的制造过程中消失!所谓千里之行,始于足下,当然,现在锂电池技术相对成熟,生产车间控制粉尘已经不在话下了。就比如诺信电子自主建立的无尘车间,以及严格的控制生产人员穿戴无尘服,就能很好有效的控制粉尘。
粉尘对电池性能的影响
在锂电池生产车间中,有着各种各样的粉尘、颗粒。诸如极片搬运产生的粉料灰尘,机器和夹具磨损的金属颗粒,盖板和铝壳组装时刮擦的金属屑,激光焊接时喷溅的金属屑,员工工鞋带进来的土尘,还有头发,碎屑等等。如果控制不当,这些粉尘、碎屑通常粘附在极片,隔膜或者盖板上,进而在生产过程中进入电池内部,会给锂电池造成很大的不良影响。
简单来说,会产生如下几个后果:
1、造成电池HSD(高自放电)。HSD,是指电池在不使用的情况下,电量也会损耗。当这个损耗在规定的情况下超过一定量之后,这只电池就被认为是B品或报废电池。HSD很严重的时候,充满电的电池,过不了多久,电量就会损耗殆尽,甚至使电池的电压变为0V。而生产的锂离子电池,任何情况下电压都是不能低于2.0V的,如果电压低于2.0V,电池就会出现不可逆转的化学反应,就失去了循环充放电的能力,电池也就报废了。对于客户而言,自放电所引起的结果就是,手机今天充电,明天就没电,电动车今天骑来公司的时候,还是满电的,下班的时候,就已经没有电了,汽车停在停车场半个月,重新启动时没有电了。这些,都是自放电电池在客户端的表现,它会让电池失去使用功能,而导致客户非常不满。
2、造成电池内部短路电池的能量,主要由卷芯提供,其中正极片,负极是能量的源头。化学电池有个规律,在电池外部是电子导电,电池内部则是离子导电。所以电池内的卷芯要用隔膜隔开正极片和负极片,使得离子在电解液中穿过隔膜,进行化学反应。如果电池内部正极片和负极片直接接触了,或者通过粉尘,碎屑导电,那电池内部就成了电子导电了,电池就内部短路了。如果电池内部短路了,那么电池就大量发热,那么随着电池的大量发热,进而可能出现起火爆炸。
3、造成电池起火爆炸。电池在满电的时候,内部突然短路,会立即释放出大量热量,致使电池迅速升温,电解液分解产生大量气体,电池内部压力急剧上升,进而发生电池爆炸的严重后果。爆炸会使电池零部件飞溅,容易伤人,也会使电解液着火,很容易引发火灾。粉尘,金属颗粒,隔膜纸破孔,极片的毛刺等容易使脆弱的隔膜纸刺破而导致重大的失效。在生产过程中,通过Hi-pot测试,高温老化来检测挑出HSD,短路的电池。但这种方法不能100%挑出所有缺陷电池。有些电池的内部的粉尘和颗粒,处于临界状态,在多次充放电后,或经过振动、高温等不合理使用时,这些危险后果才会显现。
除尘
生活的在北方的朋友可能都熟悉鸡毛掸子,这种除尘的方式有点自欺欺人,粉尘被你扫下来了以后,依旧会飘在整个空间,最终还是会落回物体表面,因此,在锂电池生产车间里,这种除尘方式是不被允许的,属于这种方式的有:用高压气体冲刷产品,用牙刷刷机器,用布拍打机器。
如果非得用这种方法,那么就要定向而且要和真空收集一起使用。湿布除尘湿布除尘,这种方式,锂电池厂家普遍使用,当然,这种方式依旧具有其局限性,因为产品怕水,所以,用湿布来除尘,当然就有可能把整个干燥间的湿度降低下来了,因而引起产品的不良。虽然DMC和酒精等同样可以用于清洗,但是DMC易于腐蚀塑料表面,而酒精也是产品所不能接触的东西,因此,在X %RH干燥间,DMC可以用于擦拭金属的零件,却不能用于擦拭塑料的零件。塑料零件可以用防静电液进行擦拭。但是,在1%RH的注液间中,就更只能用纯DMC了。
湿布除尘,需要有规则,擦拭零件或地面,永远是朝一个方向推进,有利于粉尘的集中,同一片湿布,不能多处使用,它会引起粉尘之间的交叉污染,最终引起产品的高自放电。所以,在擦拭零件时,一片碎布,擦一个零件。
真空吸尘,真空吸尘应该是锂电池厂家除尘方式的一种常态,它是最直接把粉尘收集然后带出车间的,不引起二次污染。吸尘的工具需要齐全,专用的吸尘器只能专用于某些领域,例如,用于吸锂电池负极粉尘的,就专用于吸负极粉尘,专用于锂电池正极粉尘的就专用于吸正极粉尘,用于吸地面的 ,就专用于吸地面。不交叉使用。对于真空吸尘而言,当真空越大,吸力也就越强,距离越近,吸力也越强,所以,在使用真空吸尘枪时在保证不损伤零件和产品的前提下,可以尽量靠近零件和产品,使其除尘更彻底。
胶布粘尘,对于一些旮旮旯旯之类的地方,很难用吸尘器或者湿布进行除尘,但却可以用胶布借助工具进行收集,然后包扎起来,使其不脱落于各个角落,因此,胶布除尘是值得推行的一种方法,没有二次污染,更能固化粉尘。当然,选择粘度适中的胶布很重要。除尘当然也有其顺序,一般遵循从上到下,从里到外,从左到右的方式,这样不会出现一些区域已经清理过后被2次污染。
锂电池生产水分控制
水分对锂离子电池影响巨大,主要会造成以下不良后果:
1、电解液变质,使电池生锈
锂电池的所用的电解液,是不能在水分过高的环境下使用的。电池注液的时候,必须要在小于2%湿度的环境下,并且注液后赶快封口,阻止电池内部和空气接触。如果水分过高,电解液和水分反应,生成微量有害气体,对注液房环境有不良影响;这也会影响电解液本身的质量,使得电池性能不良;还会使电池铆钉生锈。
2、电池内部压力过大
水分会和电解液中的一种成分反应,生成有害气体。当水分足够多时,电池内部的压力就变大,引起电池受力变形。主要表现为锂聚合物电池,鼓包、开裂,甚至出现电解液喷溅,电池碎片伤人等危险。
3、高内阻(High ACR)
锂电池在使用的时候,内阻小,就能进行大电流放电,电池的功率也就很高;如果内阻大,就不能进行大电流放电,电池的功率也就比较低。就比如手机电池,快没电的时候,可以收发短信,但不能打电话,一打电话就关机。这是因为打电话的时候,需要的功率大于收发短信所需。
4、高自放电(HSD)
自放电,是指锂电池在不使用的情况下,电量也会损耗。当这个损耗在规定的情况下超过一定量之后,这只电池就被认为是高自放电,成为B品或报废电池。
HSD很严重的时候,充满电的电池,过不了多久,电量就会损耗殆尽,甚至使的电池的电压变为0V。而生产的锂离子电池,任何情况下电压是不能低于2.0V的,如果电压低于2.0V,电池就会出现不可逆转的化学反应,就失去了循环充放电的能力,电池也就报废了。对于客户而言,自放电所引起的结果就是,手机今天充电,明天就没电,电动车今天骑来公司的时候还是满电的,下班的时候就已经没有电了,汽车停在停车场半个月,重新启动时没有电了。这些,都是自放电电池在客户端的表现,它会让电池失去使用功能,而导致客户非常不满。
5、低容量
电池内部水分过高,损耗了电解液的有效成分,也损耗了锂离子,使得锂离子在电池负极片发生不可逆转的化学反应。消耗了锂离子,电池的能量就减少了。充满电后本来可以使用1小时的锂电池,因为内部有水分,就只能使用50分钟了。
6、低循环寿命
如果水分超标,情况就不会这么乐观了。承诺给客户说可以使用5年,结果4年就充不进电、干不了活了,客户会答应吗,还会买你的电池吗?锂电池装进电动汽车,承诺可以使用10年,结果8年9年的时候,开不了几公里就没电了。如果你是用户,你会答应吗?
7、电池漏液
当电池内部的水分多的时候,电池内部的电解液和水反应,其产物将是气体和氢氟酸,氢氟酸是一中腐蚀性很强的酸,它可以使电池内部的金属零件腐蚀,进而使电池最终漏液。如果电池漏液,电池的性能将急速下降,而且电解液还会对使用者的机器进行腐蚀,终而引起更加危险的失效。
水分的来源
车间中的水分来源多种多样,一般来自于以下几方面:空气中的水分、人体出汗产生的水分、人体呼吸产生的水分;雨天,衣服淋湿之后,没有完全干燥进入车间;洗手后,手没有烘干进入车间。水分还来自纸箱等包装物,这些包装物的含水量很高,也是水分的来源之一,对于所使用的原材料,辅料,他们也是带有不同含量的水分的,譬如纸巾,譬如隔膜纸,譬如极片,他们都是吸水性非常强的物质,一旦水分被吸进去,就要花能量去把它除掉。
空气中的水分,一般用相对湿度来衡量。在不同温度和天气,有很大的差别,在夏天的雨天可以达到90%,冬天的雪天则30%左右,在夏天的晴天50%左右,冬天的晴天则20%左右。人呼吸的时候,距离鼻孔2厘米,湿度则达到85%。空气中水的含量,可以参见下表:

锂电池中的水分来源
车间中的水分控制,最终还是要用于控制电池中的水分。对于电池中的水分,它的来源就主要是来之于材料,当然也涉及环境。
正极片
正极片使用的是纳米材料,这种纳米材料具有很强的吸水性,很容易周围的空气中吸收水分。
负极片
负极片比正极片来说,吸水性相对低一点,当然,在没有控制湿度的环境下,其从环境空气中吸水数量也是相当可观的。
隔膜纸
隔膜纸也是一种多孔性的塑料薄膜,其吸水性也是很大的。
电解液
电解液是一种非常怕水的物质,它也非常容易吸水,会和水进行化学反应,直至所有的电解液物质反映完成,也就是说,它喝水的能力是永无止境,直至自己“死掉”。
其他金属零件
虽然金属零件本身对水分的吸收有限,但是,金属零件对水分却很怕,因为水分的存在会使其生锈或者腐蚀。材料中的水分含量是电池中水分的主要来源,环境湿度越大,电池材料越容易吸收水分。
在X%RH 组装车间
在这个车间,是电池材料吸水的主要场所,所有的重要原材料,正极片,负极片,隔膜纸,电池零件都暴露在这个车间一段时间,所以,他是电池材料吸水的主要场所,而且,停留时间越长,吸的水分就越多,因此,在这个车间,应该保证产品呆在这个车间的时间越短越好。
在X% RH welding 焊车间
激光焊车间也是30%的湿度,因为电池在这个阶段还没有封口,所以也需要控制电池在这个车间等待的时间,保证电池的水分含量足够小。
在车间走廊(约30~90%,随天气而变)车间走廊是没有控制湿度的,如果电池等待在这个区域,那么它的吸水性将是最大的,所以,要100%避免未封口的电池和材料暴露在此区域。下图是一卷点焊了极耳的正极片,完全干燥后,在(50~70)%的环境下的吸水图:
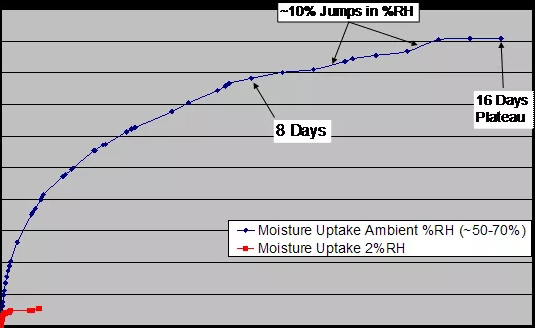
由图可见,经过一天,吸水量达到极片本身的0.3%,经过两天,水分达到0.5%,经过五天,水分达到0.7%;换算电池的话,则1只电池1天吸20滴水。因此电池转移经过车间走廊时,一定要迅速稳健。
在X % RH 烘烤间
这个车间,是非常重要的,之所以说重要是,因为电池吸收到的所有水分,都必须通过这个工序烘烤出来。如果烘烤不出来,那么,前面所有提到的问题都会在锂电池产品表现出来。烘烤后的电池必须在最短的时间内转进注液房,否则,电池将会吸水很严重。下面是烘干后的电池在烘烤房陈放时的吸水曲线:
这个图说明,烘烤后的电池,在30%的房间,仅仅由一个小小的注液孔透气,就会在15分钟吸水达到电池本身重量的0.003%,也就是0.006g,几乎是五分之一滴水。然后需要在过渡烘箱加烘至少4小时,才能再次烘干这15分钟的吸水量。
在2% RH注液
这个房间,是湿度应该最严格控制的房间,湿度应该控制在2%以下,温度控制在23±3℃以下。如果达不到这个要求,前面所有的控制都会失败,电池会重新吸收水分,电解液在注液过程中也会吸收水分。如果这里控制不好,前功尽弃。
因此电池转进注液房以后,要用胶带暂时封住注液孔,当注液的时候才能拿开,一次注液后陈化时,又要用胶带封住注液孔。等待注液的电池,还要存在真空箱内,抽真空以阻止空气中的水分。在这个1%的注液房,需要一个功率很大的除湿机来输送干空气。假如带1滴水(1滴水约为0.05g)进入注液房,就需要耗费5度电才能除掉这1滴水。在能源紧缺的今天,这是一个巨大的浪费。
目前的除水措施
消除环境水分:建立干燥车间。用干燥机生成干燥空气,不断的输进干燥车间,置换车间内的湿空气。
消除电池内部的水分:用真空烘烤来除水;烘烤结束后,首先要测试电池是否烘烤合格,这个测试仪器花了15万块钱。把电池在水分最低的注液房(湿度<2%)用最短的时间内完成注液,陈化,封口,阻止电池和空气中的水分接触;在没封口之前,还要用胶带封进注液孔。
人体水分控制:这项措施,每天都在进行着,戴口罩,穿防静电服。这种保护是双向的,保护了电池,也保护了我们不被灰尘侵扰;在洗手间,配备自动干手机,洗完手之后,吹干再回车间。
本文链接:https://www.nxebattery.com{dede:field.arcurl/}
诺信新闻,诺信公司新闻,锂电池行业新闻,展会新闻
上一篇:锂电池厂家介绍:锂电池小百科
下一篇:锂离子电池壳体基础知识简介



