



聚合物锂电池不同极片的电解液浸润速率
聚合物锂电池不同极片的电解液浸润速率。电池极片的电解液浸润对性能影响很大,电解液浸润效果不好时,离子传输路径变远,阻碍了锂离子在正负极之间的穿梭,未接触电解液的极片无法参与电池电化学反应,同时电池界面电阻增大,影响锂电池的倍率性能、放电容量和使用寿命。不同极片的电解液浸润情况会怎么样?
实验方法
实验装置如下图所示,装置处于惰性气体保护氛围中。电解液容器放置在可加热的升降平台上,平台升降通过电机驱动,可以精确控制位移。极片样品悬挂在电子天平上,控制升降平台使极片样品浸没在电解液中5mm。数据采集器实时记录样品重量增加数据,通过质量—时间(m—t)数据分析极片的电解液浸润速率。
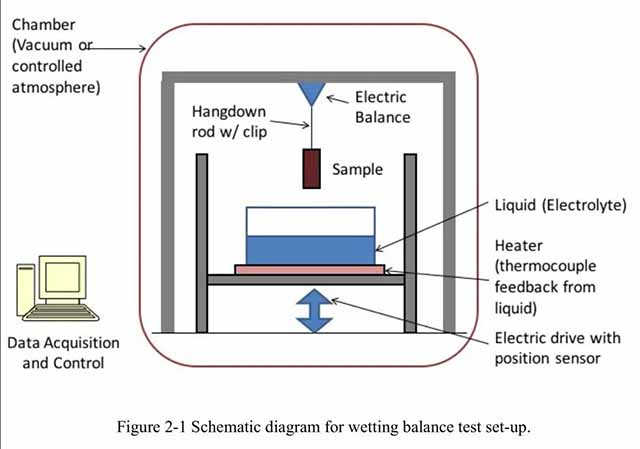
聚合物锂电池电解液浸润速率测试装置示意图
理论模型
电极中的电解质润湿过程是由毛细管力驱动的自发液体吸附过程,忽略惯性和重力的影响,因此,聚合物锂电池电极中电解液重量随时间变化的关系可用修正的 Lucas-Washburn 方程描述、即公式 2-1a 和 2-1b 。
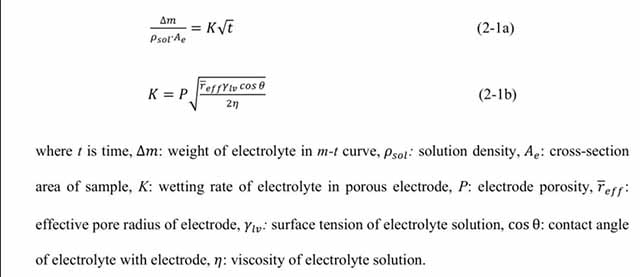
其中,t:时间;∆m:m-t 曲线中电解液的质量;ρsol:溶液密度;Ae:极片样品的横截面积;K:电解液在多孔电极的浸润速率,P:电极孔隙率;reff:电极有效孔径; 电解液溶液表面张力;θ,电解液与电极接触角;电解液粘度。
实验测试采集到的典型质量—时间曲线如下图所示,极片浸入电解液后,表面吸收电解液,质量迅速增加。之后,电解液在电极孔隙内浸润,质量慢慢增加,电解液浸润速率主要分析这个过程的曲线求得,电解液下降离开极片后质量迅速降低,再电极表面的电解液滴落质量缓缓下降。
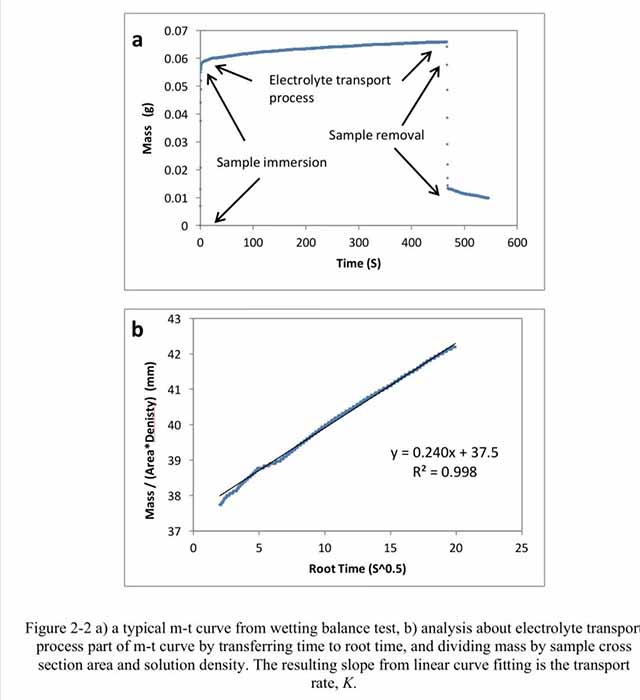
典型的电解液浸润过程极片质量—时间曲线
对电解液浸润阶段的曲线进行分析,如图2-2b所示。根据公式2-1a,横坐标为时间的平方根,纵坐标为质量/(样品横截面积•电解液密度),作图。对曲线进行线性拟合,直线斜率即为电解液浸润速率K。
正负极极片对比
正极:95%NMC,颗粒直径d50=7-10微米
负极:95%石墨,d50=6-9微米
电解液:EC:EMC=3:7,1.2M LiPF6
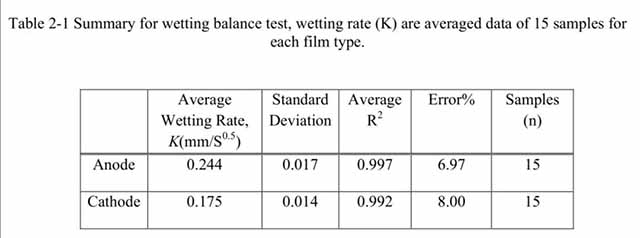
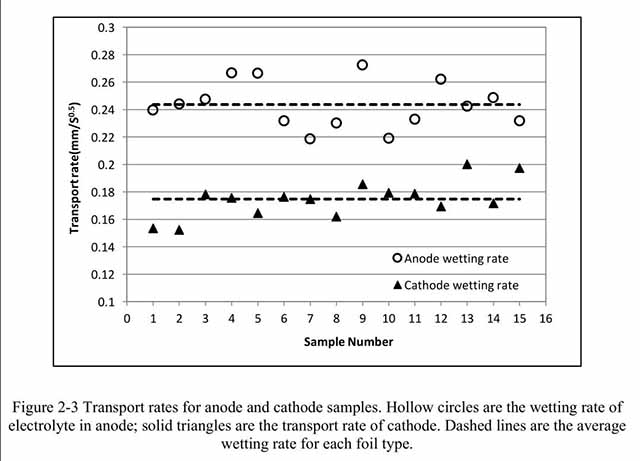
正负极极片分别测试了15个样品,数据分布如图2-3所示,计算平均值列入表2-1中。负极极片电解液浸润速率比正极极片大(0.244 > 0.175),负极吸附电解液更快。
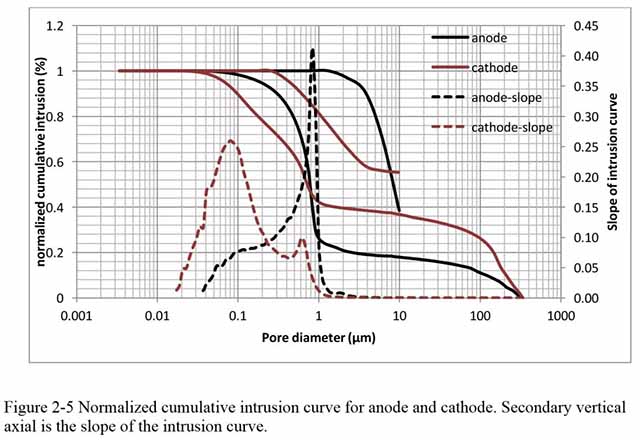
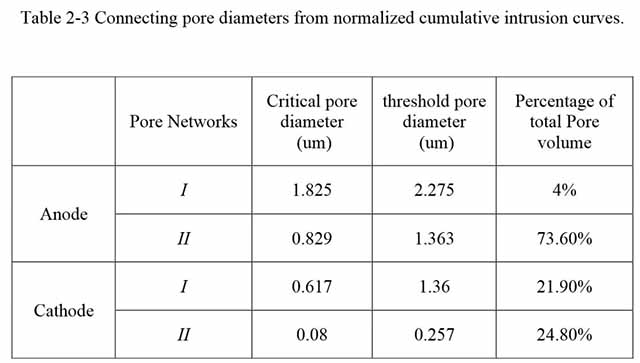
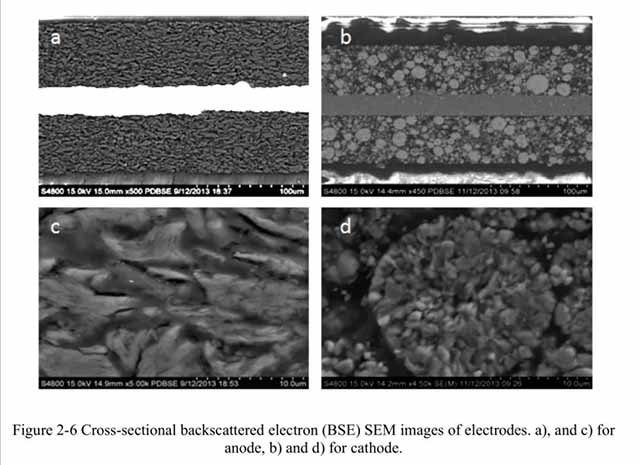
浸润速率和极片微结构关联,压汞法测试极片孔结构,如图2-5所示。极片种的孔可以分为两类,(I)大孔,颗粒之间的孔隙;(II)小孔,颗粒内部的孔隙。孔腔之间通过喉道联通。从图中分析计算两类孔的参数,列入表2-3,负极总孔隙率比正极大,负极平均孔径也比正极大,负极小孔占总孔比值高,孔隙联通性更好,图2-6是正负极极片形貌对比。因此,负极浸润速率更快。
极片压实密度影响
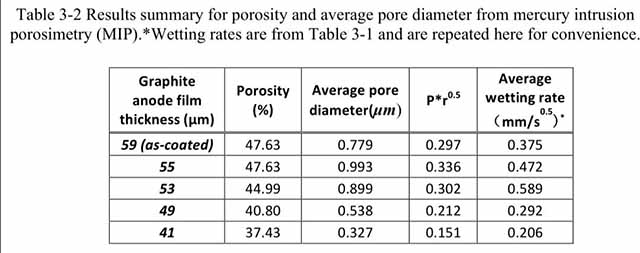
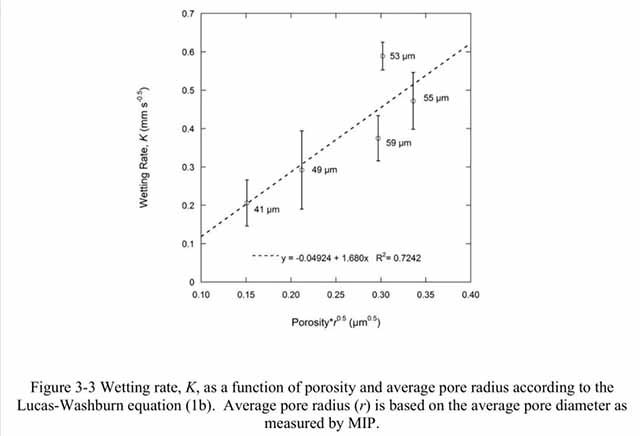
相同面密度,四种不同压实密度的负极极片孔隙率,平均孔径,浸润速率如表3-2所示。根据公式2-1b,横坐标为孔隙率*孔径的平方根,纵坐标为浸润速率,做线性拟合,拟合相关性不是特别好,如图3-3所示。
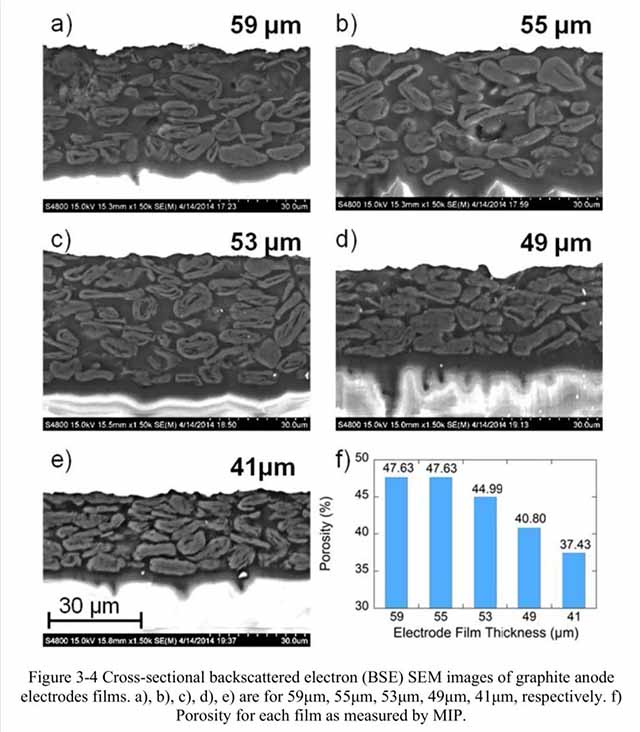
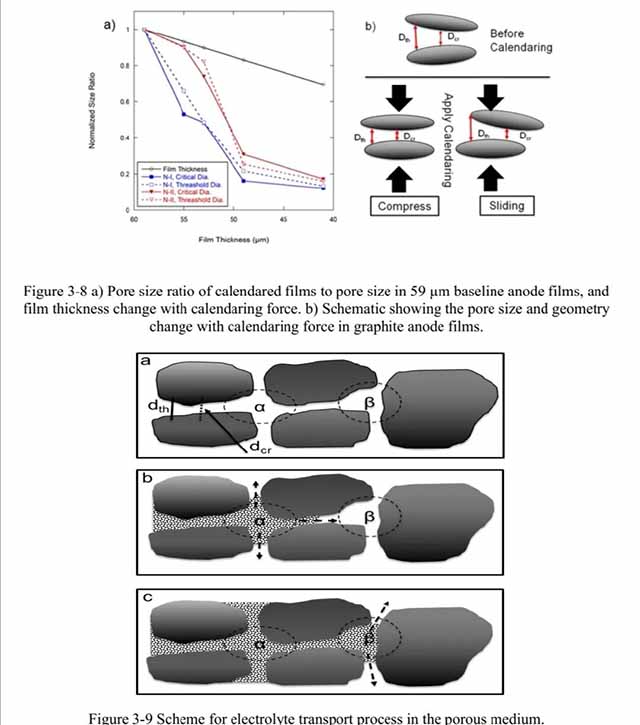
浸润速率与微观结构建立联系。图3-4是四种极片的形貌,片状石墨倾向于平行集流体排列,而且随着压实增加,这种平行排列倾向增加,如图3-8所示。
如图3-9,三个或四个大的石墨颗粒之间形成较大的孔腔,而孔腔之间通过两个平行颗粒之间的狭长通道联通,电解液先在孔腔内汇聚,然后扩散到附近的喉部。因此,电解质的润湿速率主要受联通孔腔之间的喉咙和孔腔体积控制。
导电剂比例的影响
石墨负极通过改变导电剂比例控制极片微观结构,粘结剂CMC:SBR=1:1,总含量为3%,具体导电剂比例如表4-1所示。
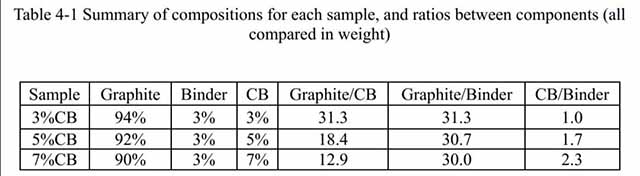
三种极片的电解液浸润速率如表4-2所示,增加导电剂,极片孔隙率增加,孔径也增加。5%导电剂的极片电解液浸润速率最小,这与孔结构特征有关,如图4-6所示,导电剂含量少(3%)时,活性物质颗粒之间的孔腔内几乎没有导电剂存在,随着导电剂含量增加(5%),活性物质颗粒之间的孔腔没填充着导电剂,形成了导电剂域内的细小孔隙,而导电剂进一步过量(7%)时,由于导电剂高度团聚,在孔腔内的导电剂又会形成导电剂域内的较大孔隙。导电剂内部的细小孔隙不利于电解液扩散,因此综合结果如表4-2所示。
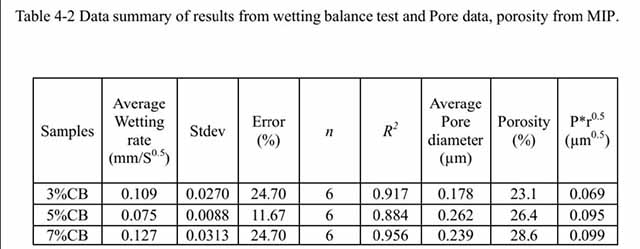
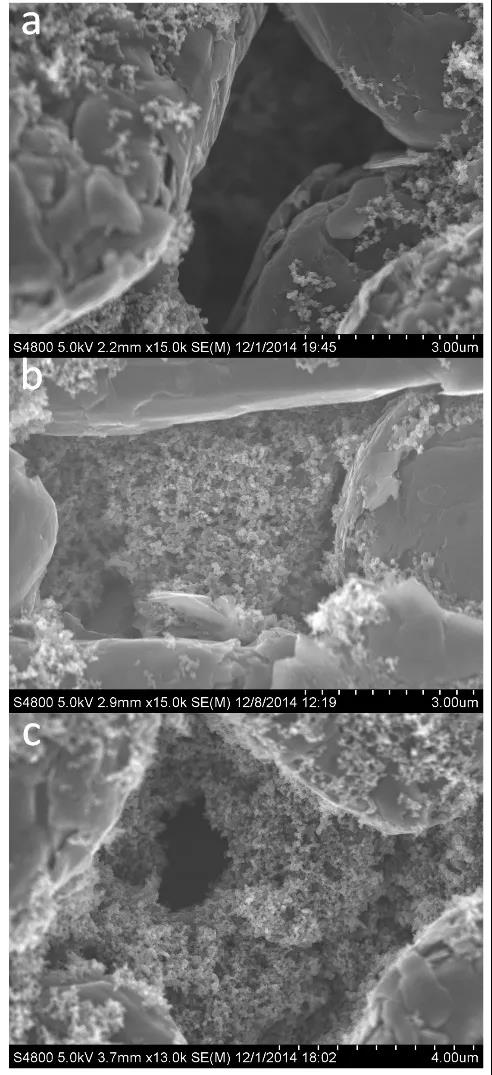
Figure 4-6 Typical void feature in different electrode film. a, bare pore wall in 3%CB, b, microcrack between CB domain and graphite 5%CB, c, a second pore formed in the CB domain in 7%CB.
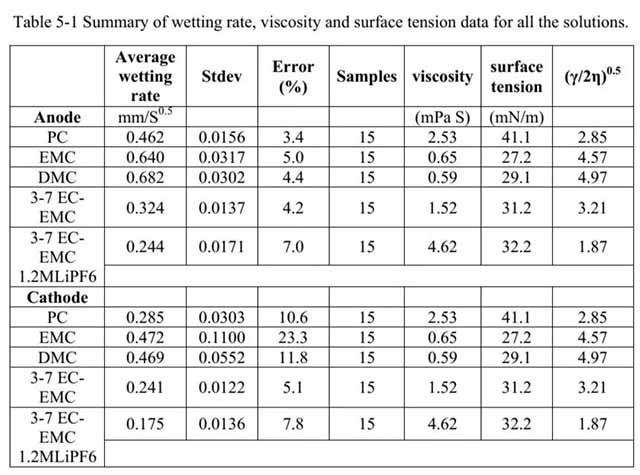
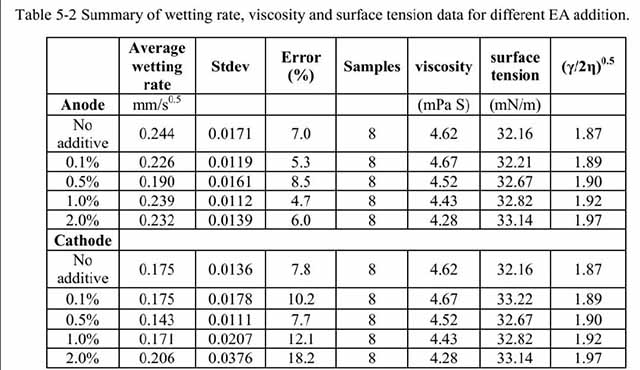
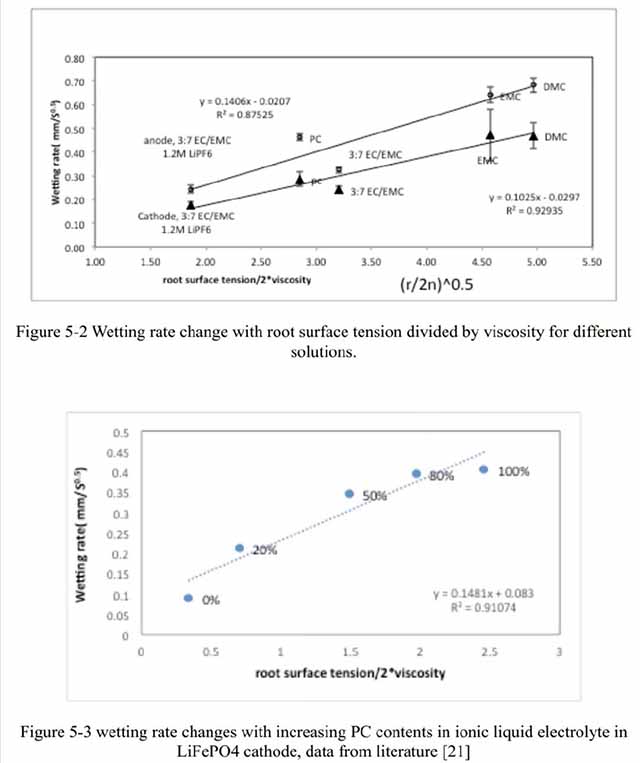
论文还讨论了溶剂与添加剂对电解液浸润速率的影响,具体结果如表5-1和5-2所示,具体揭示可以参照公式2-1b。据了解该博士论文作者目前在ATL任职。
总结:石墨负极的电解液浸润速率大于正极,这与孔隙率和孔径相关,而浸润速率还受到孔结构特征影响,比如孔腔之间的喉道尺寸,小孔和大孔的比例与分布等。而孔结构主要可以通过辊压工艺,材料形貌,导电剂含量等控制。
本文链接:https://www.nxebattery.com{dede:field.arcurl/}
诺信新闻,诺信公司新闻,锂电池行业新闻,展会新闻
下一篇:锂电池是怎么一路走过来的?【图】



